

精心设计、精良制造、卓越品质

连续铸造
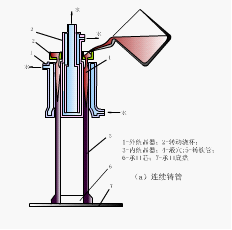
连续铸造是指将金属液连续地浇入水冷金属型(结晶器)中,连续凝固成形的方法。水冷金属型的结构决定铸件断面形状。
1.连续铸造的工艺过程
铸铁管连续铸造的工艺过程如动画2-2-8所示:水冷金属型主要由内、外结晶器组成,内、外型之间的间隙为铸件的壁厚。浇注前,升降盘上升封住水冷金属型底部。浇注时,金属液经带有小孔的环形旋转浇杯均匀地进入水冷金属型空腔,当下部铸铁已凝固一定高度时,升降盘下降,不断将凝固的部分拉出,而铁液按相应的浇注速度不断浇入,直到结束。
连续铸造过程动画演示
2.连续铸造的特点及应用
与其他铸造方法相比,连续铸造的优点是:
(1)由于铸件冷却速度快,故组织致密,力学性能好。
(2)不用浇注系统,中空铸件不用型芯,降低了金属的消耗,简化了造型工序,降低了劳动强度,减少了生产占地面积。
(3)设备比较简单,生产过程易于实现机械化、自动化。
(4)连续铸造几乎适合于各种合金,如钢、铸铁、铝合金、铜合金、镁合金等。
但连续铸造不适于截面有变化,壁厚不均匀的铸件的生产,而且铸管的质量较离心铸造差。
连续铸造主要用于大批量生产具有等截面的铸锭、铸管、板坯、棒坯等长铸件,如紫铜锭、铜合金锭、铝合金锭、上下水管道、煤气管道、板材、线材等。其中铸锭直径可由几十毫米至500毫米,铸管直径为100~1300mm;长度为5~10 m。




