

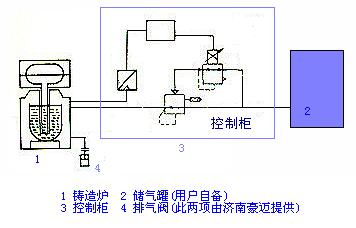
低压铸造浇注工艺的稳定性直接影响低压铸造的成品率,具有良好重复再现性能的液面加压装置是实现稳定的浇注工艺的基础和前提,是低压铸造机的关键组成部分.是低压浇注铸件质量的根本保证. 该低压铸造液面加压装置采用高精度进口压力传感检测保温炉内压力,进口气动比例阀控制进气流量,PLC为控制核心,实现保温炉液面加压的实时闭环反馈控制。该装置能很好地适应于金属型和砂型的低压铸造。
特点:
●具备多级线性加压功能,各级加压压力与加压速率可在工艺范围内任意设置。采用进口比例阀+高精度压力传感器作为检测执行元件,软件PID调节方式,实现加压过程的实时闭环反馈控制;
●实时跟踪设定加压工艺曲线,实现多种加压规范;
●加压过程自动完成,不受操作人员的人为影响,具有良好的浇注过程重复再现性;
●具有泄漏补偿功能,加压过程不受气源压力波动及保温炉泄漏影响(在一定泄漏范围内),从根本上保证了加压过程的重复再现性;
●自动补偿因每次浇注后保温炉内金属液的减少,金属液面下降而导致的加压压力的增加;
●加压过程的实际压力、模具温度可选择保存,并可查询历史浇注的工艺参数和加压压力及模具温度,并且可以分析实际加压参数与设定加压参数的偏差;
●气缸式快速高温排气阀,排气噪音小,排气迅速,可靠性高;
●液面加压控制装置可方便地配备到它低压铸造机上,或用于砂型低压铸造。在电气控制柜中备有带阀组的全套浇注控制装置,只需与压缩空气管网及保温炉相连接即可实现浇注过程的自动加压控制。对金属型低压铸造机,在主机具备浇注条件后向液面加压控制系统发出一个“开始加压”信号,浇注完毕后主机控制装置得到液面加压控制系统的“浇注完毕”的信号;对砂型低压铸造,在将造好的砂型放置到工作平台上,并与升液管密封紧固后,按下开始加压按钮,自动完成一个加压浇注过程;●可实现铝液在升液管中的悬浮,可很好地满足一些铸件的特殊浇注工艺要求。





